|
Kezdőlap-Home
Page |
|||||||||||||||||||||||||||||
|
III. évfolyam 2. szám
[HUN] - Magyar cikk
|
KAPCSOLATOK AZ ACÉLOK MELEGHENGERLÉSE ÉS HŰTÉSE KÖZÖTT
Braun Gábor – Dr. Voith
Márton
|
||||||||||||||||||||||||||||
|
A táblázat száma |
Anyagminőség |
Huzalátmérő, d mm |
Teljes hűtővízmennyiség, SV m3/óra |
|
1. táblázat |
RSt 37.2 |
5,5 |
» 200 |
|
2. táblázat |
D 59 |
5,5 |
» 300 |
|
3. táblázat |
D 75 |
9,5 |
» 300 |
|
4. táblázat |
D 67 |
9,5 |
» 300 |
A részletező táblázatokban a bekapcsolt (működő) fúvókák jele mellett azok darabszáma is szerepel. Ez azt jelenti, hogy a teljes mért felületi hőmérséklet-csökkenést ennyi dolgozó vízhűtésű fúvóka és a többi (összesen 9 fúvóka van) nem dolgozó fúvókában, illetve a közbenső hőkiegyenlítő (itt csak levegőhűtés van) szakaszokban elért lehűlés eredményezi. A mérések a felület hőmérsékletét adják/adhatják meg, azaz a hűtőszakaszokba belépő Tbe,fel és kilépő Tki,fel hőmérsékleteket. A mért felületi hőmérséklet-csökkenés nagysága a teljes hűtőberendezésen való áthaladás közben (azaz az 1. ábra szerinti hűtőberendezés kb. 27 m hosszú útjának megtétele alatt):
![]() ,
°C.
,
°C.
A számításaink során úgy tekintettük, hogy a mért összes hőmérséklet-különbséget csak a dolgozó fúvókák eredményezik, azaz egy olyan fajlagos értéket képeztünk, amelyben az egy-egy dolgozó fúvókára eső átlagos értéket számítottuk ki:
 ,
°C/fúvóka.
,
°C/fúvóka.
Képezünk egy további fajlagos értéket is, nevezetesen azt határoztuk meg, hogy egységnyi vízáram (1 m3/óra vízmennyiség) egy-egy fúvókán belül mekkora felületi lehűlést eredményez:
Ez utóbbi mennyiség dimenziója: °C/(m3/óra), és rendkívül alkalmas egy kívánt nagyságú lehűléshez tartozó hűtőberendezés alapvető paramétereinek az előzetes megtervezéséhez.
Az 1. - 4. számú táblázatokban szereplő jelölések, illetve a kísérleti körülményekre jellemző és kiszámított átlagos értékek:
- p víznyomás, bar
- Vö összes felhasznált vízmennyiség, m3/óra
- V1 egy-egy fúvókán átáramló fajlagos vízmennyiség, m3/óra
- v a darab átfutási sebessége a hűtőszakaszon, m/s
- Tbe,fel a hűtőberendezésbe belépő szál felületi hőmérséklete, °C
- Tki,fel a hűtőberendezésből kilépő szál felületi hőmérséklete, °C
- SDTfel = Tb , fel - Tki, fel a szál felületének összes hőmérsékletcsökkenése a hűtőberendezésben történő áthaladás közben, °C
- DT1,fel = SDTfel /(dolgozó fúvókák száma) a darab felületének egy-egy dolgozó fúvókára eső átlagos lehűlése, °C/fúvóka
- d(DT1,fel) egységnyi vízáram (1 m3/óra vízmennyiség) által egy-egy fúvókán belül eredményezett felületi lehűlés, °C/ (m3/óra).
Ez a fajlagos érték értelemszerűen megegyezik az összes dolgozó fúvókán átáramló Vö teljes vízmennyiség egy m3/óra mennyisége által előidézett átlagos felületi lehűléssel, azaz: d(SDTfel ) = d(DT1,fel). (Eltérés csak a kerekítések miatt lehetséges.)
A darabfelszínekre vonatkozó mért átlagos adatokat az 5. táblázatban összesítettük. Ugyanebben a táblázatban számítottuk ki a darabkeresztmetszetre vonatkozó (azaz szóhasználatunk szerint: átlagos) lehűlések mértékét is. A korábban bemutatott alapösszefüggés felhasználásával az egy fúvókára eső számított átlagos (tehát nem felületi) hőmérséklet-különbség:
 ,
°C.
,
°C.
illetve az egy m3/óra vízmennyiségre eső számított átlagos hőmérséklet-különbség:
 ,
,![]() °C/(m3/óra),
°C/(m3/óra),
ugyanis ezek a „fajlagosított” értékek megegyeznek egymással.
A táblázatban
is, és a továbbiakban is a gyakran előforduló
 mennyiséget „számítási paraméternek” nevezzük és
X-el jelöljük.
mennyiséget „számítási paraméternek” nevezzük és
X-el jelöljük.
Az egy-egy dolgozó fúvókára jutó, illetve az egy m3/óra vízmennyiséggel elérhető átlagos lehűléseken túlmenően az 5. táblázatban kiszámítottuk az egy fúvókára eső mért felületi és számított átlagos (keresztmetszetre vonatkozó) lehűlés közötti
különbségeket {DT1,fel - DT1,átl} és
arányokat {DT1,fel /DT1,átl } » {d(DT1,fel) /d(DT1,átl )}
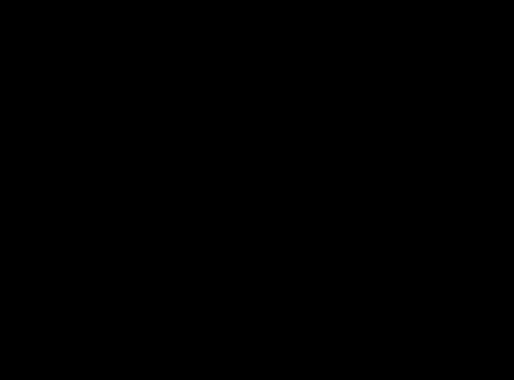
is. Az utóbbi két viszonyszám között a különböző kerekítések miatt kismértékű eltérés jelentkezhet. A mért és számított lehűlési értékeket az egy fúvókán áthaladó hűtővízmennyiség (1 m3/óra vízmennyiség) függvényében a 3. ábrán szemléltetjük is.
2.1. A lehűlés mértéke
A kapott értékek alapján az alábbi megállapítások tehetők:
A Æ 5,5 mm-es huzalt egyszer maximális vízmennyiséggel hűtöttük (2. táblázat), egyszer pedig ennek kb. 60 %-ával (1. táblázat). Feltehető, hogy a viszonylag kis keresztmetszet következtében mindkét esetben közel van egymáshoz a mért felületi hőmérséklet-csökkenés (3. ábra folytonos vastag vonal) és a keresztmetszet átlagára vonatkozó számított átlagos hőmérséklet-csökkenés (3. ábra vastag pont-vonal). Tekintettel arra, hogy az azonos körülményekre vonatkozó pontokat összekötő görbének az origóból kell kiindulnia, ennek figyelembe vétele mellett az előző vonalak megrajzolhatók voltak.
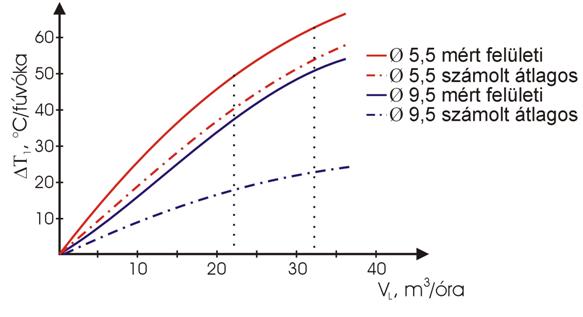
3. ábra
Mért és számított lehűlési adatok az egy fúvókán áthaladó vízmennyiség
függvényében (drótsor után)
A fenti értékek egy konkrét fúvókára, illetve az abban kialakuló hűlési és áramlási viszonyokra vonatkoztak, ezért a kapott eredmények így nem általánosíthatók. Az általánosíthatóság érdekében képzett, és az egységnyi hűtővízáramra (1 m3/óra vízmennyiségre) vonatkozó mért és számított lehűlési értékek, - amelyeket az 5. táblázatban ki is számítottunk - jobban értelmezhetők:
Egy m3/óra vízmennyiségre eső hőmérsékletcsökkenés:
- mért felületi, d(DTfel):
- - max. vízmennyiségnél: 1,78 °C/(m3/óra)
- - csökkentett vízmennyiségnél: 2,00 °C/(m3/óra)
fajlagos felületi hőm. csökk.: 1,89 °C/(m3/óra)
- számított átlagos, d(DTátl):
- - max. vízmennyiségnél: 1,51 °C/(m3/óra)
- - csökkentett vízmennyiségnél: 1,67 °C/(m3/óra)
fajlagos átlagos hőm. csökk.: 1,59 °C/(m3/óra)
A Ø 9,5 mm-es huzalt mindkét esetben maximális vízmennyiséggel hűtöttük (3. és 4. táblázat). Ebben az esetben - az 5,5 mm-hez képest nagyobb - keresztmetszet következtében mindkét esetben nagy különbség van a mért felületi hőmérséklet-csökkenés (3. ábra folytonos vékony vonal) és a keresztmetszet átlagára vonatkozó számított átlagos hőmérséklet-csökkenés (3. ábra vékony pont-vonal) között. Tekintettel arra, hogy az azonos körülményekre vonatkozó pontokat összekötő görbének ebben az esetben is az origóból kell kiindulnia, ennek figyelembe vétele mellett az előző vonalak megrajzolhatók voltak.
Ebben az esetben is az általánosíthatóság érdekében képzett, és az egységnyi hűtővízáramra (1 m3/óra vízmennyiségre) vonatkozó mért és számított lehűlési értékek, - amelyeket az 5. táblázatban ki is számítottunk - jobban értelmezhetők. Ezek:
Egy m3/óra vízmennyiségre eső hőmérsékletcsökkenés:
- mért felületi, d(DTfel):
- - első sorozat (5. tábl., 3. sor): 1,61 °C/(m3/óra)
- - második sorozat (5. tábl., 4. sor): 1,48 °C/(m3/óra)
fajlagos felületi hőm. csökk.: 1,89 °C/(m3/óra)
- számított átlagos, d(DTátl):
- - első sorozat (5. tábl., 3. sor): 0,63 °C/(m3/óra)
- - második sorozat (5. tábl., 4. sor): 0,70 °C/(m3/óra)
fajlagos átlagos hőm. csökk.: 0,665 °C/(m3/óra)
2.2. A lehűlés sebessége
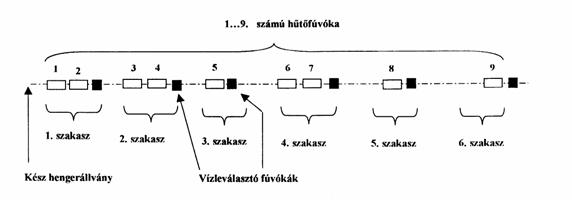
A 9 fúvókából álló hűtőberendezésen (1. ábra) való áthaladás időtartama:
- az utolsó (9. számú) vízhűtőfúvóka végéig: Lvíz = 27,21 m
- a teljes hosszon (víz+ 11 m léghűtés): Lössz = Lvíz + 11 = 38,21 m
Az utolsó vízhűtőfúvóka utáni helyzet eléréséig eltelt idő:
tvíz = Lvíz/v, s.
A víz+léghűtőzóna végéig eltelt összes idő:
tössz = Lössz/v, s.
Itt v a hűtőzónán áthaladó szál sebessége, m/s.
A hűlési sebességekre valós értékeket akkor nyerhetünk, ha külön kezeljük az egyes vízhűtőfúvókákban történő lehűléseket. Egy-egy fúvókára eső "átlagos" úthossz:
L1 = Lvíz/9 = 27,21/9 » 3 méter
illetve az ennek befutásához szükséges áthaladási idő:
t1 = L1/v, s.
A felületre vonatkozó lehűlési sebesség:
(DT1,fel)/t1 °C/s,
míg a keresztmetszetre számított átlagos lehűlési sebesség:
(DT1,átl)/t1 °C/s.
A négy kisérletsorozatra kiszámított értékekeket a 6. táblázat összesíti.
A lehűlési sebességnek "felső korlátja" van: Amennyiben túl nagy (túl gyors a lehűlés), vagy - az összetételtől függően (esetleg nemkívánatos) martenzit-képződés indul meg, vagy a keresztmetszet geometriájától függően belső feszültség marad a szelvényben (ha a hőmérséklet- és idő-paraméterek a kilágyulást nem teszik lehetővé). A felső korlát nagyságát értelemszerűen először a felületnél éri el a szál. Esetünkben ez a maximum az 5,5 mm-es huzalnál jelentkezik, és nagysága: 847 °C/s.
2.3. A hengerlési kezdőhőmérséklet hatása
Egy elő-tervezéshez szükséges lehűlés előzetes számítására tehát az X ún. számítási paraméter felhasználásával végzett és javasolt viszonylag egyszerű összefüggés is alkalmasnak tekinthető. Pontosabb számításokhoz azonban nem nélkülözhető egy olyan matematikai modell, ami a valóságos viszonyokat jobban és körültekintőbben - azaz több paraméter függvényében - veszi figyelembe. Így például a hőtechnikai paraméterek hőmérséklet-függését és a felületi hőátadási tényező mindenkori értékét is számításba veszi. Erre a célra azonban – a sokszoros iteráció elvégzése miatt – már számítógépi program szükséges.
Egy ilyen programmal számított eredményeket az alábbiakban mutatunk be. A számítás az 4. ábrán látható – azaz az előzőekben tárgyalt – hűtősorra vonatkozik. A kiinduló paraméterek: Anyagminőség: OCS (csavaracél); huzalátmérő: d = Ø 8,0 mm; átfutási sebesség: v = 33 m/s; a vízhűtőcsövek belső átmérője: Æ 16 mm; a víznyomás: p = 6 bar; a hűtővízáram teljes mennyisége: Vö = 290 m3/óra (egy-egy fúvókára eső vízmennyiség: V1 = 290/9 » 32,2 m3/óra; a belépő víz hőmérséklete: 40 °C.
A hűlési adatok számítását négy különböző izzítási véghőmérsékletre (ami értelemszerűen a hengerlés kezdőhőmérséklete is) végeztük el. Ezek: T0 = 1200, 1150, 1100 és 1050 °C.
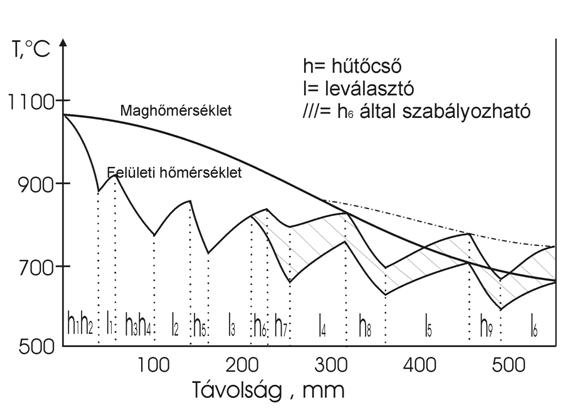
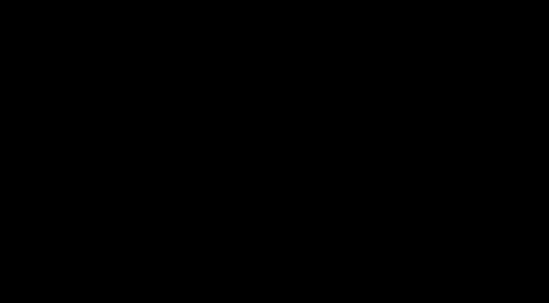
A négyféle kezdőhőmérséklet mellett kiszámított szálhőmérsékleteket a 7. táblázat felső része tartalmazza, a hűtőzónába való belépés, illetve a vízhűtőszakaszból történő kilépés (tvíz = 0,824 s után) helyén túlmenően a vízhűtőszakaszt követő 10 méteres levegőhűtés végén (tössz = 1,158 s után) is. Mindhárom helyen kiszámítottuk a szál felületi hőmérsékletét, a maghőmérsékletet, valamint a keresztmetszet átlagos hőmérsékletét is. Ezek közül a T0 = 1150 °C kezdőhőmérséklet esetén bekövetkező hőmérséklet – változást két esetben szemléltetjük is. Ezek közül a 4. ábrán a vízhűtés, míg az 5. ábrán a levegőn történő hűlés hőmérsékleteinek alakulását szerkesztettük meg.
4. ábra
Számított hőmérséklet-változás a hűtőszakaszban, vízhűtéskor (drótsor után)
(Ø8mm, v=33 m/s, T0=1150°C, vízhűtőcső belső átmérője: 16 mm, a hűtővíz belépő hőmérséklete: 40 °C, a hűtővíz mennyisége: Vössz:290 m3/óra)
5. ábra
Számított hőmérséklet-változás a hűtőszakaszban, levegőhűtéskor (drótsor után)
(Ø8mm, v=33 m/s, T0=1150°C)
A 7. táblázat alsó részében a hőmérséklet-különbségeket számítottuk ki, - szintén a felületre, a magra és a keresztmetszeti átlagos hőmérsékletekre vonatkozóan – azonban csak a vízhűtőszakasz végéig eltelt időre.
Az összes számított lehűlés:
![]() °C.
°C.
Egy-egy fúvókára eső számított lehűlés:
 °C/fúvóka.
°C/fúvóka.
A dolgozó fúvókák száma minden esetben 9, mivel számításainkkal a maximális hűtőkapacitást kívántuk megállapítani.
A 7. táblázatban az egy m3/óra vízmennyiségre eső fajlagos lehűlési értékeket is meghatároztuk a felületre, a magra és a teljes keresztmetszet átlagára vonatkozóan:
 °C/(m3/óra).
°C/(m3/óra).
A teljes vízmennyiség ezekben a számításokban minden esetben Vö = 290 m3/óra nagyságú volt.
A fenti hőmérsékleti adatok egy olyan számítás eredményei, amelyek a teljes hengersorra vonatkozó hőmérsékletváltozások meghatározására alkalmas. A számításokat egyrészt annak figyelembe vételével végeztük el, hogy minden fúvóka be van kapcsolva, illetve hogy egy fúvóka sem dolgozik. Az így kapott eredményeket - például T0 = 1150 °C hengerlési kezdőhőmérsékletet feltételezve – a 4. ábrán, illetve az 5. ábrán szemléltetjük is.
A 7. táblázat legutolsó sora a négy különféle hengerlési kezdőhőmérséklet feltételezésével számított hűlési adatok összesített számtani átlaga. Ennek értelmében tehát a keresztmetszet átlagos hőmérséklete 9 fúvókával végzett vízhűtés esetén DTössz, átl = S(DT1,átl) » 160 °C, ami egy-egy fúvókán DT1,átl = 160/9 » 17,75 °C átlagos hőmérséklet-csökkenést jelent, illetve egy m3/óra vízmennyiséggel 160/290 = 17,75/(290/9) » 0,551 °C átlagos hőmérsékletcsökkenés érhető el. A felületi hőmérséklet fajlagos (egy-egy fúvókára eső) csökkenése: DT1,fel = 204,5/9 » 22,72 °C.
3. NAGYOBB ÁTMÉRŐJŰ DARABOK HŰTÉSE RÚDSORI HENGERLÉS UTÁN
A drótsorokon hengerelt huzalokhoz képest nagyobb átmérőjű, vagy felcsévélés nélkül gyártandó termékeket szobahőmérsékletre (például rácsos) hűtőpadokon hűtik. A finomszemcsés szövetszerkezet elérése érdekében azonban a darab átlaghőmérsékletének a hűtőpadra érés pillanatában el kell érnie azt az értéket, amely mellett a szemcsedurvulás veszélye már nem áll fenn.
Egy erre, vagyis rúdacélok gyors hűtésére alkalmas vízhűtőberendezést a 6. ábra szemléltet.
6. ábra
Rúdsori hűtőberendezés
(Schloemann – közlemény)
A hűtőberendezés kétféle méretben készült: Az egyiknél 10 fúvóka összesen 7 m-es hosszban, míg a másiknál 7 fúvóka összesen 4 m-es hosszban helyezkedik el. Az egyes hűtőfúvókák (1) csőből kialakított szerelőgerendára (5) csuklópántos gyors-zárókkal (6) vannak felerősítve. A fúvókákat vízzel elárasztják; a víz állandó szintjét túlfolyó nyílások (8) biztosítják. Az elfolyó víz egy gyűjtőtartályból (9) az elfolyó vezetéken (10) keresztül a hűtőszakaszok vízhűtő rendszerébe kerül. Ha a fúvókák nem üzemelnek, permethűtéssel (12) lehet a túlmelegedésüket elkerülni.
A hűtőfúvókákat szeleppel vagy tolózárral elzárható elosztócsövön (2) keresztül, flexibilis tömlőkön (3) át táplálják hűtővízzel. Az egyes hűtőfúvókákat az elágazásokba beépített állítható csapokkal (11) lehet az előírt hűtési teljesítménynek megfelelően nyitni, illetve zárni. A hűtővíz nyomása manométerrel (4) ellenőrizhető.
Az első hűtőfúvóka mindig a hengerlés (a darab haladásának) irányában, az utolsót pedig ezzel ellentétes irányban hat, azért, hogy a fúvókákból kiáramló vízsugarak megakadályozzák a víz kifolyását a hűtőszakaszból. A többi fúvóka a hengerlési, illetve azzal ellentétes irányban egyaránt szerelhető. Az intenzívebb hűtést az ellentétes irányú beállítás eredményezi.
A hűtőfúvókák a vízsugár-szivattyú elvén működnek. A hűtőhatás javítása céljából a fúvókákat elárasztják, hogy víz-levegő keverék helyett csupán vizet szívjanak be.
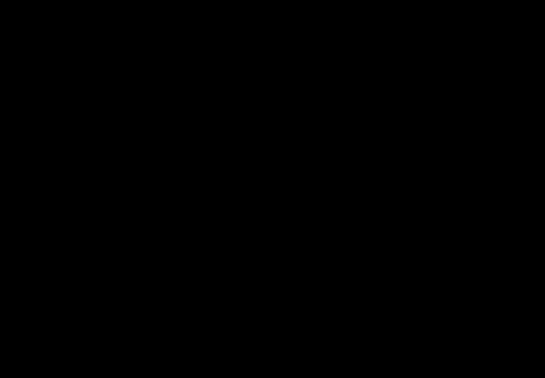
A fúvókák szerkezeti kialakítását a 7. ábra mutatja be. A fúvókák bevezető csőből (13), fúvókatestből (14), külső csőből (15), kivezető csőből (17) és zárólapból (18) állnak. A csatlakozó csőcsonkon (16) át a fúvófejbe vezetett (8) furaton keresztül a szál haladási irányával 30...60 fokos szöget bezárva érintőlegesen jut be a hűtőcsőbe, ahol csavarvonalban halad tovább. A furatok átmérője 6 illetve 9 mm lehet. A furatokon átáramló víz mennyiségét szemlélteti a 8. ábra a víznyomás függvényében, különböző átmérőjű hűtendő szálak esetében.
A hűtőcsövek belső átmérői a hűtendő termék átmérőjétől függően kétfélék lehetnek: 12...16 mm rúdátmérő esetén Ø25 mm, míg 18...28 mm darab-átmérőnél Ø 40 mm.
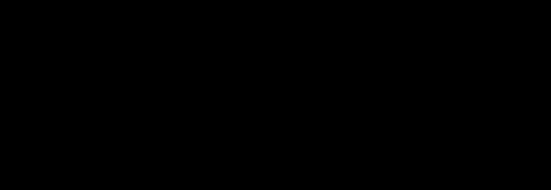
7. ábra
Egy fúvóka kialakítása
8.ábra
A vízmennyiség és a víznyomás kapcsolata
3.1. A lehűlés mértéke
A hűtőrendszert ellenőrző kisérleti méréseket Æ 16 mm átmérőjű betonacél hengerlése közben végezhettük el. A hengerlési végsebesség v = 14,53 m/s volt. A beépített 7 m hosszú hűtőszakasz 10 fúvókájából négy (az 1., a 3., a 6. és a 10. számú), illetve öt (az 1., a 3., a 6., a 8. és a 10. számú) fúvóka üzemelt. A hűtővíz nyomása p = 9 bar, a felhasznált hűtővíz mennyisége Vössz = SV = 46, illetve 54 m3/óra volt. Az izzítókemence hőmérséklete T0 = 1200 °C darabhőmérsékletre volt beállítva. A véghőmérséklet, vagyis a hűtőberendezésbe befutó darab hőmérséklete 1000...1030 °C között változott. A mért szálhőmérséklet (a felületi hőmérséklet) közvetlenül a hűtőberendezés után 830...850 °C, 10 méterre a hűtőberendezés után: 870...890 °C, míg 40 méterrel utána 910...940 °C volt.
A mért lehűlési adatokat a mért értékek átlagaiból állítottuk össze (8. táblázat). ebben a felület mért hőmérséklet-csökkenését is kiszámítottuk, mégpedig a teljes 7 m-es hűtőberendezésre vonatkozóan:
S(DTfel) = 165, illetve 185 °C,
egy-egy fúvókára vonatkozóan pedig:
DT1,fel = 41,25, illetve 37,0 °C.
Az egy m3/óra vízmennyiségre vonatkozó fajlagos értékek:
d(DT1,fel) = 3,59, illetve 3,43 °C/(m3/óra).
A fentiekben az első érték mindig arra az esetre vonatkozik, amikor összesen 4 fúvóka üzemel, míg a második érték az 5 dolgozó fúvókával elért felületi hőmérséklet-csökkenést jelenti.
A továbbiakban elvégezzük az egész keresztmetszetre érvényes átlagos hőmérséklet-csökkenés meghatározására vonatkozó számításokat, a korábbi módszert alkalmazva, azaz először az X "számítási paraméter" nagyságát határozzuk meg, majd ebből számítjuk az átlagos lehűlést:
DTátl » 0,7.X, °C.
A két konkrét vizsgált kísérleti körülmények technológiai paramétereivel elvégzett számítások eredményeit a 9. táblázat összesíti. Ebből a keresztmetszet átlagára számított hűlés:
S(DTátl) = 26,0, illetve 30,5 °C,
és az egy m3/óra vízmennyiségre vonatkozó fajlagos értékek:
d(DTátl) = 0,565, illetve 0,565 °C/(m3/óra).
Az egységnyi vízáramra vonatkozó számított két fajlagos érték megegyezik egymással, és jól egyezik a korábbi fejezetekben kapott hasonló fajlagos értékekkel.
3.2. A lehűlés sebessége
Az L = 7 m hosszú hűtőszakaszban a v = 14,54 m/s sebességgel megtett út időszükséglete:
thűl = L / v = 7/14,54 = 0,481 s.
Ezzel a felület lehűlési sebessége:
S(DTfel)/ thűl = (165...185)/0,481 = 342...384 °C/s,
illetve a keresztmetszet átlagos hűlési sebessége:
S(DTátl)/ thűl = (26,0...30,5)/0,481 = 54...63 °C/s.
4. HŰTÉS HENGERLÉS KÖZBEN
Hengerlés közben történő hűtés gépi berendezésének utólagos beépítése, az adott telepítési viszonyok (helyszükséglet), a hengerlési sebességek, a nagyobb darabkeresztmetszetek miatt általában nehézséget szokott jelenteni. Olyan közbenső hűtőberendezésre van ugyanis szükség, amely viszonylag rövid szakaszon is intenzív hűtőhatást tud kifejteni anélkül, hogy a technológiai folyamatban zavart idézne elő.
A hengerlés közben történő hűtés helyének megválasztásakor többek között két, egymással ellentétes szempontot is figyelembe kell venni. Ezek: Ha a hűtőegységet még a hengerlési folyamat „elejére” tesszük, akkor ott a szál sebessége kicsi, tehát azonos hossz mentén nagyobb felületi lehűlést lehet elérni. Ezzel szemben azonban a keresztmetszet nagy, tehát a szelvényen belül nagyobb hőfeszültség jön létre, és az átlagos (a keresztmetszet átlagára vonatkozó) hőmérsékletcsökkenés sem lesz elég nagy. A kész szelvény felé haladva ezek a hatások felcserélődnek: A kisebb szelvény jobban áthűthető, de az átfutási idő csökken.
Fentieknek megfelelően a továbbiakban egy 23 állványos folytatólagos sort feltételezve vizsgáljuk, hogy a kétféle „helyen” beépített vízhűtésnek milyen a hatása. Mindkét esetben a 2. fejezetben ismertetett 4, illetve 7 m-es hűtőszakaszok mért hűtőhatását vesszük alapul.
Tekintettel arra, hogy olyan hengersoron, amelyen ténylegesen van ilyen közbenső hűtőegység, nem állt módunkban méréseket végezni, csak számításokat tudtunk folytatni, és a továbbiakban számításainkban a 2. fejezetben ismertetett 4 m-es, illetve 7 m-es hűtőszakaszok mért hűtőhatását vesszük alapul.
A kiinduló adatok:
- Anyagminőség: OCS 3 (csavaracél)
- Kiinduló bugaméret: 120 x 120 mm, hossz: 10 méter
- Készméret: Ø 8,0 mm
- Üzemi hengerlési sebesség:
-- első állvány előtt: 0,118 m/s;
-- a 18. állvány előtt, azaz a hűtőzónán való áthaladás sebessége: 9,21 m/s;
-- hengerlési végsebesség: 33,01 m/s.
- Csökkentett hengerlési sebesség:
-- első állvány előtt: 0,071 m/s;
-- a 18. állvány előtt, azaz a hűtőzónán való áthaladás sebessége: 5,53 m/s;
-- hengerlési végsebesség: 19,8 m/s.
- A hűtővíz belépő hőmérséklete: 40 °C
A számításokat T0 = 1200 és 1100 °C kiinduló hőmérsékletet feltételezve végeztük el. Mindkét hőmérsékletre vonatkozóan megvizsgáltuk a közbenső vízhűtés nélküli esetet, valamint a 18. szúrást végző hengerpár elé beépített 4 m-es és 7 m-es hűtőszakasz hűtőhatását. A hengerlési sebesség csökkentésének a hatását csak a 4 m-es hűtőszakasz beépítésére vonatkozóan vizsgáltuk. A hengerlési programmal számított eredményeket a 10. táblázat tartalmazza.
Az eredmények értékelése: Annak érdekében, hogy a korábban javasolt egyszerűsített (azaz közelítő) összefüggés használhatóságát értékelni lehessen, az X számítási paraméter segítségével a különböző hűtési variációk feltételezésével kiszámítottuk a keresztmetszet átlagára vonatkozó lehűlések nagyságát. A 11. táblázatból megállapítható, hogy ezek igen jól megegyeznek a részletes számítógépi program által kalkulált értékek átlagával, sőt az egy m3/óra vízmennyiségre vonatkozó fajlagos lehűlési adatok is jól egyeznek a korábbi szinttel:
Fajlagos lehűlés a 4 m-es hűtőszakaszban
- üzemi sebességszint mellett: 0,586 °C/( m3/óra)
- csökkentett sebességszint mellett: 0,641 °C/( m3/óra)
Fajlagos lehűlés a 7 m-es hűtőszakaszban
- üzemi sebességszint mellett: 0,732 °C/( m3/óra)
5. ÖSSZEFOGLALÁS
A hengerlés utáni hűtés elsőrendű feladata az, hogy a hengersor utolsó dolgozó állványából kilépő darab hőmérsékletét az anyagminőségtől és a keresztmetszet nagyságától függő (ez technológiai alapadat) hőmérséklet alá hűtse. Ezt a legnagyobb még megengedhető hőmérsékletet nevezzük a továbbiakban Thűt,max-nak. Ez alá a határhőmérséklet alá mindenképpen gyorsan kell lehűlnie a darabnak (beleértve annak minden keresztmetszetét, akár a szálhossz elején, akár a végén is van) Különösen igaz ez akkor, ha a terméket felcsévélik: Mikorra a szál a csévélőig elér, az ennél nagyobb hőmérsékleten végzett felcsévélés, illetve pontosabban az ezzel együttjáró kismértékű maradó alakváltozás az ennél nagyobb hőmérsékleten - a további lehűlés felcsévélt állapotban igen lassú, tehát van rá idő - durva újrakristályosodást eredményez.
A csévélési hőmérséklet, bár kisebb kell legyen, mint a Thűl,max, de azt nem szabad nagyon "túllépni", azaz a túlzottan kis csévélési hőmérséklet sem kívánatos, mivel az esetleg egyrészt feleslegesen nagy hűtővíz-fogyasztást jelent, másrészt a hidegebb anyag nagyobb alakítási szilárdsága nagyobb felcsévélési nyomatékszükségletet jelent, harmadrészt a tekercsben rugalmas feszültségek is maradhatnak vissza.
A hűtési technológiának tehát olyannak kell lennie, hogyha az adott vastagságú szalag hengerlését bármilyen Tbe = Tvég (a hűtősorba belépő hőmérséklet értelemszerűen azonos az utolsó állványból kilépő darab véghőmérsékletével, mivel a hengerállvány és az első vizhűtőcső közötti távolságot a számítóprogram "levegőn való hülési" modellel figyelembe veszi) hőmérsékleten és bármilyen vvég kilépő sebességgel is fejezik be, a csévélőnél valamennyi keresztmetszetének a hőmérséklete valamelyest a Thűt,max alatt kell, hogy legyen.
Annak érdekében, hogy az utolsó alakítás hőmérséklete a megkívánt értékű legyen, a technológia paramétereit ennek megfelelően kell megválasztani. A befejező hőmérsékletre legnagyobb hatása a kezdőhőmérsékletnek, a hengerlési sebesség-szintnek, valamint az esetleges közbenső hűtésnek van. Más megfogalmazásban: Kívánt szemnagyságú termékek meleghengerlési technológiáját úgy kell megtervezni, hogy a szál hőmérsékletének a biztosítása az elsőrendű és legfontosabb szempont.
A fentiek alapján megállapíthatjuk, hogy kisátmérőjű acélokon a bemutatott hűtőzóna egy-egy fúvókájában elérhető átlagos darabhőmérséklet-csökkenés jó regresszió mellett az alábbi egyenletből határozható meg:
 °C.
°C.
A fajlagos értékek, vagyis az egy m3/óra kijuttatott vízmennyiségre eső felületi hőmérséklet-csökkenés és az átlagos (a keresztmetszet átlagára vonatkozó) hőmérséklet-csökkenés számértéke egymástól lényegesen eltér!
Irodalomjegyzék
[1] Siwecki, T.: The Influence of Processing Route and Nitrogen Content on Microstructure and Precipitation Hardening in Vanadium Microalloyed HSLA-Steels. Proc. Met. Soc. AIME: Thermomech. Proc. Microalloyed Austenite. 1982. p. 163.
[2] Korchynsky M. – Wille P.: Acciai Saldabili di elevata resistence per tondo per cemento armato con agginnta di vanadio e azoto. Metall. Ital. 1984 64(11) p. 484.
[3] Houghton D.C.: Characterisation of Carbinitides in Ti Bearing HSLA Steels. Proc. Met. Soc. AIME: Thermomech. Proc. Microalloyed Austenite. 1982. p. 267.
[4] Kalmikov N.V.: Konsztruktivnaja procnoszty thermomechanicseszki uprocsennoj armaturnoj sztali 20Cr-Mn-Si2. Sztal 1984. 11. p. 70.
[5] Scholemann cég kiadványai