|
Bevezetés
Az acél felületén felhasználása során a környezet káros hatásainak következtében korróziós folyamatok indulnak meg. Ezek a folyamatok közönséges hőmérsékleten lassan mennek végbe, de számos környezeti tényező (csapadék, pára és agresszív gázok) ezt a folyamatot meggyorsítja. A szerkezetek élettartam-növelésének egyik módja a felület bevonása. Festéssel megóvhatjuk szerkezeteinket a kedvezőtlen környezeti hatásoktól, de pórusos tulajdonsága miatt e réteg gyakran szorul felújításra. Hosszú távon a horganyzott lemezek felhasználása gazdaságosabb, mint a festett lemezeké, mivel nem jelentkezik ismételten a festékréteg felújításának költsége.
Gazdasági vonatkozások
Nyugat-Európában az elmúlt 15 évben a bevonatos lemezek felhasználásának növekedése jóval meghaladta az egyéb késztermékekét. A tűzi mártó horganyzással előállított termékek iránti nagy keresletet három tulajdonság indokolja: a bevonat rugalmassága, korrózióállósága és utólagos bevonásra történő alkalmassága.
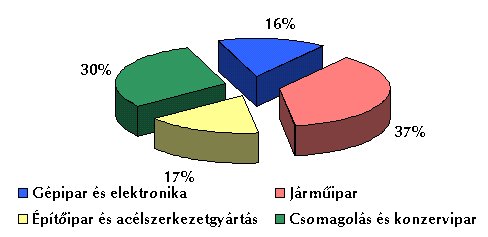
Az 1. ábra a bevonatos lemezek felhasználóinak iparágak szerinti megoszlását mutatja Európa országaiban.
-
ábra
A bevonatos lemezek felhasználóinak megoszlása iparágak szerint
A horganyzott lemezek legjelentősebb felhasználója jelenleg a járműipar. Gazdasági elemzések szerint ezen iparágon belül a következő években a horganyzott lemezek további felhasználás-növekedése várható [1]. Ennek legfőbb oka, hogy a gépjárműipar sikeresen alkalmazza a bevonatos lemezek különböző fajtáit a karosszéria tartósságának növelésére. A gépjármű- és építőipar legnagyobb részt tűzi horganyzott lemezeket használ fel, miv el ezek korróziós védőhatása esetenként jobb, mint az elektrolitikusan bevont lemezek korrózióállósága előállítási költségei ugyanakkor alacsonyabbak.
A fejlesztések iránya a bevonatok vastagságának csökkentése és korrózióállóságuk növelése. A hagyományos horganyzott és elektrokémiai úton felvitt krómtartalmú cinkbevonatokon kívül olyan cink, vagy cinkötvözet bevonatokat fejlesztenek ki, melyek korrózióval szembeni ellenállását diszpergált szervetlen vegyületekkel valósítják meg. Ilyen vegyületek a SiO2, Al2O3, BaCrO4, Fe2O3 és gőzfázisból lecsapott cink-magnézium vegyület. A világ számos országában folynak kutatások a szerves kompozit vegyületek bevonatként való alkalmazhatóságára, valamint az acéllemezek két oldalának különböző anyaggal történő bevonására vonatkozóan. [2]
A horganyzott lemezek szerves bevonattal történő bevonásának célja a korrózióállóság és esztétikai igény egy időben történő kielégítése. A horganyzott és festett vagy műanyag bevonattal ellátott duplex lemezek alkalmazása egyre növekvő tendenciát mutat. Ezekkel a lemezekkel a gyártók elsősorban a járműipart célozzák meg, ahol egyszerre fontos az alapfém nagymértékű alakíthatósága, a bevonat korrózióállósága és esztétikai szempontból annak utólagos bevonhatósága.
A bevonat kialakulása
A Sendzimír folyamatos tűzi horganyzási technológia során alacsony alumíniumtartalmú fürdőben, oxidmentesített és lágyított acélszalagot horganyoznak. A bemerülés első pillanataiban magas alumíniumtartalmú, Fe2Al5 képlettel leírható vegyület keletkezik az acéllemez felületén. Ennek a vegyületnek a jelenlétét a kereskedelemben forgalmazott termékeken nem lehet kimutatni, mivel egy –két másodperc eltelte után termikus diffúzió következtében a vasból és alumíniumból álló réteg egy cinktartalmú nem sztöchiometrikus vegyületté (Fe2Al5-xZnx) alakul át. A horganybevonat-alapfém határfelületén kialakult Fe2Al5-xZnx fázisokat a szakirodalom intermetallikus vegyületeknek nevezi. A horganybevonat kialakulása alapjában véve egy diffúziós folyamat, ennek következtében kristályszerkezetét és kémiai összetételét elsősorban a hőmérséklet és a reakció ideje határozza meg. A bevonat minősége szempontjából meghatározó az alapanyag kémiai összetételének hatása, valamint a horganyfürdő hőmérséklete és alumínium-tartalma. A Sendzimír eljárás esetében igen lényeges, hogy az intermetallikus fázis folyamatos legyen, mert ez határozza meg a horganyréteg tapadását és rugalmasságát. A folyamatos, jó tapadást biztosító intermetallikus fázis kialakulásának egyik feltétele az alapfém megfelelő felületi érdessége [3].
Vizsgálati eredmények
A kísérleteink során azt vizsgáltuk, hogy az acéllemez felületi struktúrája és a horganyfürdő alumíniumtartalma hogyan befolyásolja a bevonat tapadását. A vizsgálati próbalemezek kémiai összetételét, melyet tömegszázalékban kif ejezve az 1. táblázatban láthatunk emissziós spektrométerrel határoztuk meg.
1. táblázat A vizsgált próbalemezek kémiai összetétele
|
Próbajel |
C% |
Mn% |
Si% |
S% |
P% |
Al% |
|
K3 |
0,06 |
0,20 |
0,02 |
0,013 |
0,013 |
0,033 |
|
S4 |
0,06 |
0,23 |
0,01 |
0,017 |
0,012 |
0,034 |
|
S8 |
0,03 |
0,19 |
0,01 |
0,010 |
0,010 |
0,036 |
|
K9 |
0,06 |
0,19 |
0,01 |
0,015 |
0,010 |
0,050 |
Kémiai összetételüket tekintve a próbalemezek az MSZ EN 10142 szabvány szerinti PO3 minőségnek felelnek meg.
A kísérleti tekercseket a 2. táblázatban található üzemi paraméterekkel horganyozták.
2. táblázat A vizsgált próbalemezek gyártási paraméterei
|
Próbajel |
Horgany-
hőfok
°C |
Horganyösszetétel |
Lemez-hőmérséklet
°C |
|
|
Zn% |
Al% |
Fe% |
Pb% |
|
|
K3 |
471 |
99.736 |
0,174 |
0,065 |
0,025 |
466 |
|
S4 |
468 |
99.736 |
0,174 |
0,065 |
0,025 |
469 |
|
S8 |
466 |
99.685 |
0,210 |
0,085 |
0,020 |
465 |
|
K9 |
464 |
99.685 |
0,210 |
0,085 |
0,020 |
465 |
Felület, felületi érdesség
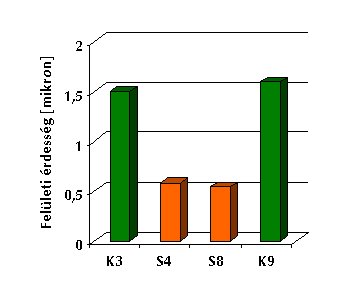
A próbalemezek felületi érdességét a horganybevonat leoldása után a DIN 4768:1990 szabvány szerint mértük. A leoldást SnCl2 tartalmú szervetlen savkeverékkel végeztük. Az átlagos felületi érdesség értékeket a 2. ábrán lévő grafikonon szemléltetjük.
-
ábra
A próbalemezek felületi érdessége közötti eltérés
A K3-, K9-jelű próbák átlagos felületi érdességének számtani középarányosa 1,5 m
m, az S4-, S8-jelű próbák esetében ez az érték 0,5 m
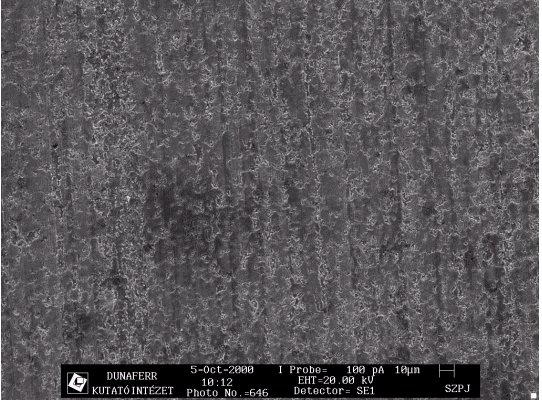
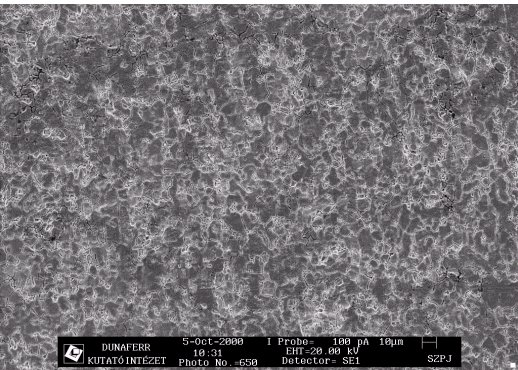
m. A próbalemezek felületéről készített pásztázó elektronmikroszkópos felvételek a 3-as és 4-es ábrákon láthatók. Az S-jelű minta esetében a felületen sima és érdesebb részek váltakoznak, a K-jelű minta felülete egyenletesen érdes.
-
ábra
S-jelű próba felületéről készült SEM felvétel
-
ábra
K-jelű próba felületéről készült SEM felvétel
A horganybevonat rétegvastagságának meghatározása
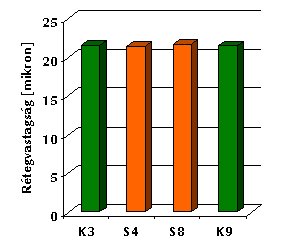
A próbalemezek horganybevonatának vastagságát a DIN ISO EN 2178 szabvány szerint, örvényáramos módszerrel határoztuk meg.
-
ábra
A próbalemezek horganybevonata közötti eltérés
A rétegvastagság mind a négy próbalemez esetén átlagosan 22 m
m, ami megfelel a Sendzimir technológiával gyártott kereskedelmi forgalomban lévő horganyzott lemezek elfogadott bevonat vastagságának.
A horganybevonat szerkezetének vizsgálata
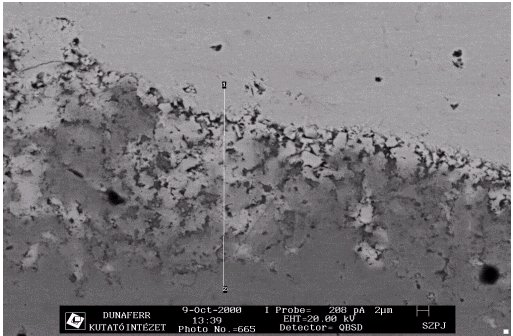
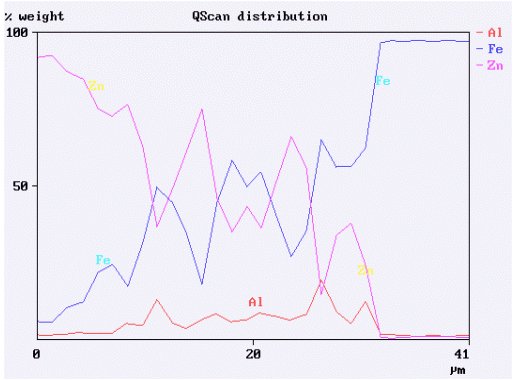
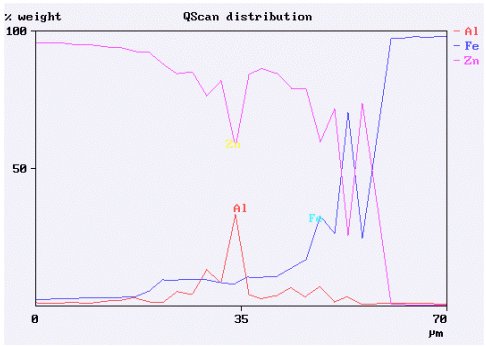
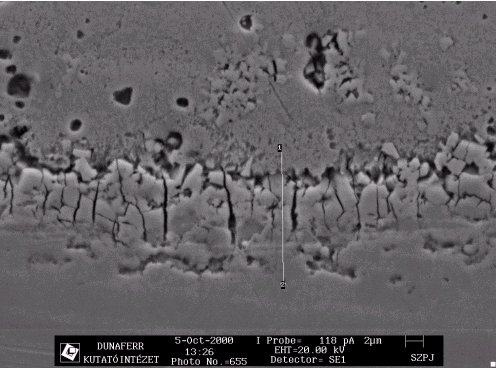
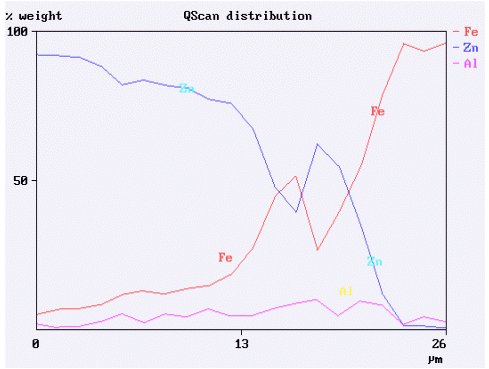
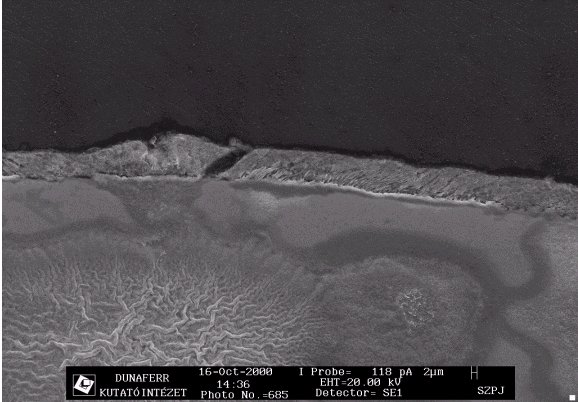
A mintalemezekből keresztirányú csiszolatokat vágtunk ki, melyeket beágyazás után megfelelő módon csiszoltunk és políroztunk, majd koncentrált sósav gőzében megmarattunk. A horganybe vonat szerkezetének vizsgálata pásztázó elektronmikroszkóppal történt. A 6., 8., 10., és 12. felvételeken a horganybevonat/alapfém határfelületen kialakult intermetallikus fázist figyelhetjük meg. Az elektronmikroszkópos képek alatti grafikonok a Fe-, Zn-, Al koncentrációjának változását mutatják az intermetallikus rétegben (7., 9., 11., és 13. ábrák). A koncentrációprofilt ábrázoló grafikonok bal alsó sarka az 1. pontnak, a jobb alsó pedig a 2. elemzési pontnak felel meg.
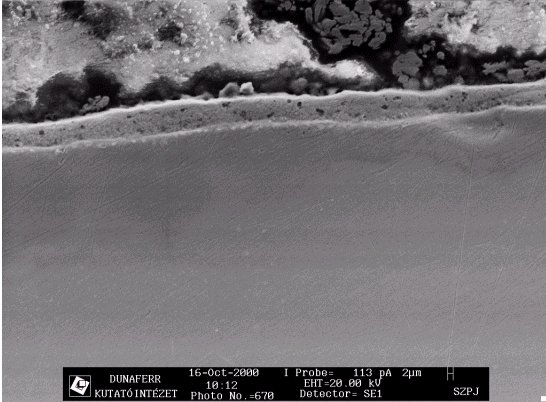
A K3 próba esetében a bevonat/alapfém határfelületen egy széles átmeneti zóna látható (6. ábra), melyben az alumínium koncentrációja nagyobb, mint a bevonatban, illetve alapfémben (7. ábra). Az intermetallikus fázis kristályos jellegét a vonalmenti elemzést eredményeit ábrázoló grafikon fluktuáló értékei jól szemléltetik.
-
ábra
Intermetallikus réteg a K3-jelű próba bevonat/alapfém határfelületén
-
ábra
Az elemek koncentrációjának változása K3-jelű próba intermetallikus rétegében
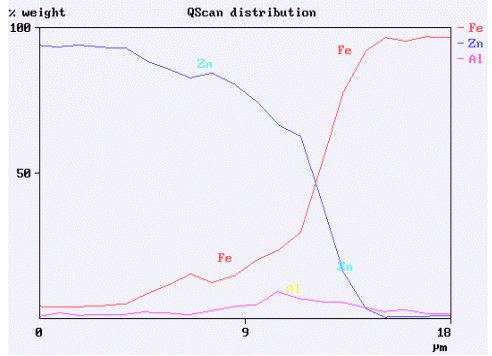
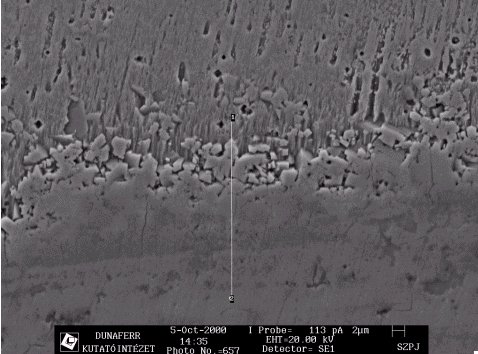
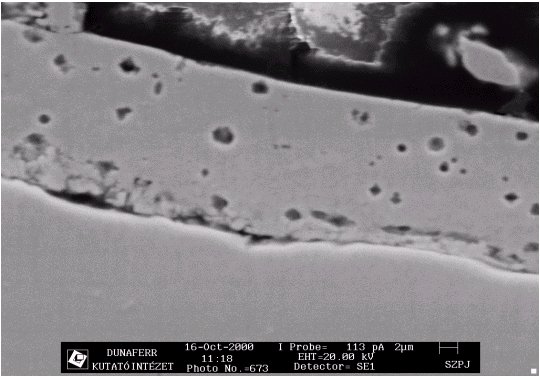
Az S4 próba intermetallikus fázisában az alumínium koncentrációja jóval kisebb, mint a K3 jelű próbánál és eloszlása sem egyenletes. Megfigyelhető, hogy a maximális alumínium koncentrációt nem a bevonat/alapfém határfelületen, hanem a horganyrétegben mértük. A határfelületen egy főleg vasból és cinkből álló intermetallikus fázis alakult ki, mely sokkal ridegebb, mint a Fe2Al5-xZnx fázis [
4]
.
8. ábra
Intermetallikus réteg az S4-jelű próba bevonat/alapfém határfelületén
9. ábra
Az elemek koncentrációjának változása az S4-jelű próba interm etallikus rétegében
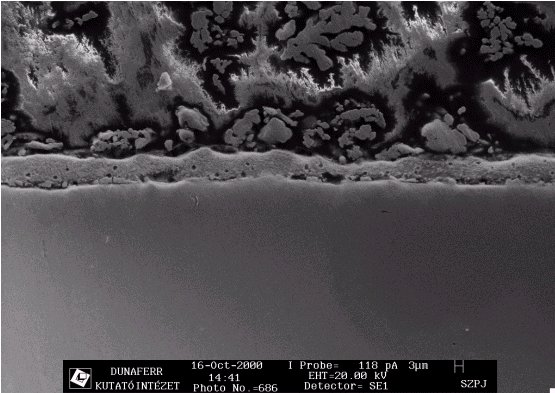
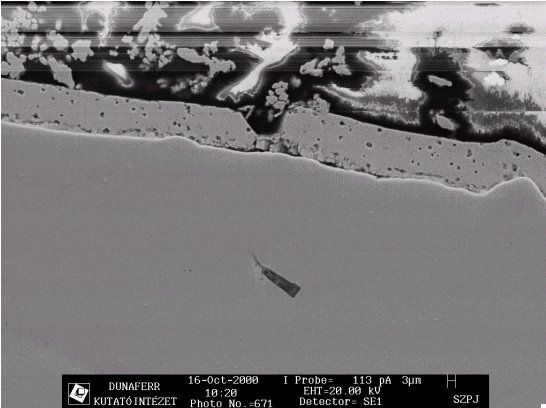
Az S8-jelű minta esetében az alapfém és a horganyréteg között egy nagyobb szemcsékből álló, repedezett intermetallikus réteg látható. A mérőleges repedések, amelyeknek vastagsága helyenként 0,5 nanométer valószínűleg hűléskor keletkezte k.
A 11. ábrán látható vonalmenti elemzés szerint az alumínium eloszlása a határfelületen egyenletes.
-
ábra
Intermetallikus réteg az S8-jelű próba bevonat/alapfém határfelületén
11. ábra
Az elemek koncentrációjának változása az S8 jelű próba intermetal likus rétegében
A 12. ábrán látható K9-es próbatest bevonat/alapfém határfelületén egy alumíniumban gazdag, vékony, egyenletes és kompakt intermetallikus réteg alakult ki. A határfelületen csak kis számú és nagyon keskeny repedés található.
12. ábra
Intermetallikus réteg a K9 jelű próba bevonat/alapfém határfelületén
13. ábra
Az elemek koncentrációjának változása a K9 jelű próba intermetallikus rétegében
A bevonat rugalmasságának vizsgálata hajlítással
A horganyzott acéllemezek felhasználásuk során (pl. trapézlemez gyártásakor) eltérő mértékű alakításnak vannak kitéve. Fontos, hogy hajlításkor a horganybevonat megfelelően tapadjon az alapfémhez, mert csak ebben az esetben tudja a megfelelő korrózióvédelmet biztosítani.
A bevonat rugalmasságának vizsgálatára a mintalemezekből hajlítópróbákat munkáltunk ki és ezeket 180°
-ban meghajlítottuk. A 14-20. ábrákon a hajlatokról készített elektronmikroszkópos felvételeket láthatjuk.
A HK3 próbatesten a hajlítás következtében a horganyréteg megszakadt, de az alapfémtől –az erős kohéziós erőknek tulajdoníthatóan–, nem vált el.
-
ábra
HK3-jelű próba horganybevonata hajlítás után (SEM felvétel)
A HS4-as minta esetében hajlítást követően a bevonat több helyen elvált az alapfémtől (15. ábra), a legerősebben alakított részen pedig kiszakadt (16. ábra).
-
ábra
HS4 jelű próba horganybevonata hajlítás után (SEM felvétel)
16. ábra
Kiszakadt horganybevonat a HS4-jelű hajlított próbán (SEM felvétel)
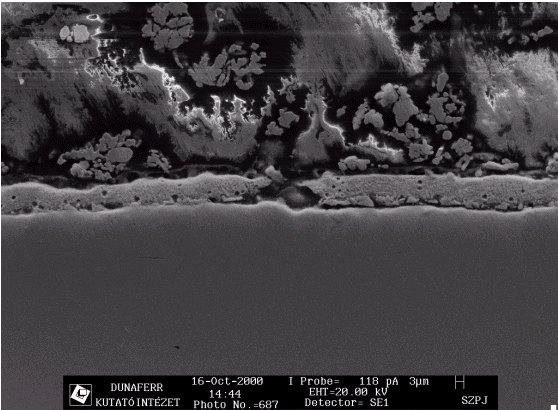
A HS8-as hajlított próba hajlított ívén több helyen horganykimaradást látható (17. és 18. ábra), a nagyobb nagyítású felvételeken jól látszik, hogy a bevonat felszakadása az intermetallikus fázisból indul ki (19. ábra).
-
ábra
A horganyréteg leválása a HS8-jelű próba esetén
18.ábra
A horganyréteg elválása az alapfémtől a HS8-jelű próba esetén
19.ábra
A horganybevonat hibája a HS8-jelű hajlított próbán
A 20. ábrán a K9-es próba hajlított (erősen alakított) része látható, ahol a horganybevonat felső részének és az alsó intermetallikus rétegnek megfelelő a rugalmassága. A bevonat és alapfém között az intermetallikus réteg folyamatos átmenetet biztosít.
20. ábra
Tapadó horgany a HK9-jelű próba esetén
Összefoglalás
A bemutatott cikkben a Sendzimir technológiával előállított horganyz ott acélszalagok bevonatának intermetallikus fázisát vizsgáltuk a gyártási paraméterek tükrében.
Az elvégzett kísérletek bizonyították, hogy az intermetallikus fázis kristályszekezetét és kémiai összetételét a fürdő alumínium tartalma és az alapfém struktú rája nagymértékben befolyásolja.
A legegyenletesebb legjobb tapadást biztosító intermetallikus fázis a
0,21 tömegszázalékot tartalmazó fürdőben horganyzott alapfémen alakult ki, amikor az alapfém átlagos felületi érdessége 1,5 m
m volt (K9 jelű próbatest).
Kevésbé kompakt, repedezett intermetallikus fázis alakult ki ugyanennél az Al-tartalmú fürdőnél, amikor a felület érdessége csupán 0,5 volt (S8 jelű próbatest).
A fürdő alacsonyabb (0,174 tömegszázalék ) Al-tartalmát az érdesebb felület némileg kompenzálta ennek következtében durvább, nagyobb szemcséjű de folyamatos intermetallikus fázis alakult ki a K3 jelű próbatest bevonat/alapfém határfelületén.
Az alacsony Al-tartalmú kádban horganyzott sima lemezen (S4 jelű próba) nem alakult ki a megfelelő tapadást biztosító intermetallikus fázis.
A bevonatok tapadását és rugalmasságát hajlítóvizsgálattal teszteltük. A 180°-os hajlítást csupán a HK9-es lemezen kialakult bevonat és intermetallikus réteg viselte el meghibásodás nélkül, az a bevonat, melyet a megfelelően strukturált, 1,5 m
m átlagos érdességű lemezen alakítottak ki a 0,210 tömegszázalék alumíniumot tartalmazó horganyfürdőben.
Irodalomjegyzék
[1] Dr. Tardy Pál - Dr. Grega Oszkár: A bevonatolt lemezek felhasználásának várható fejlődése
DUNAFERR Műszaki Gazdasági Közlemények, 1997/1
[2] Yukimasa Suemitsu: New coating line technologies
Galvatech’95 Conference Proceedings, 1995
[3] J.F.H. van Eijnsbergen: Duplex systems: hot-dip galvanizing plus painting
Elsevier, 1994, p. 29-33.
[4] S.E. Price, V. Raudle, M. Pichilingi, T. Mages: Formation and development of aluminium inhibition layers during galvanizing / galvannealing
Revue de Métallurgie-CIT, Mars. 1999. No.3.
|