8.1. ábra
Gázplazmákat az ipar elég régen alkalmazza. Tulajdonképpen az ívhegesztés tekinthető az ősnek, illetve egyes metallurgiai műveletek esetében anyagok olvasztása villamos ív segítségével szintén régtől ismert. [8.1]
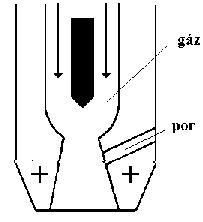
A modern plazmatechnológia túllépett az egyszerű ívkisülésen és nagysebességű gázsugár plazma alkalmazásának stabil villamos és termikus hátterét teremtette meg. Az ilyen stabilan működő plazmasugarat előállító u. n. plazmatron vázlatos rajza látható a 8.1. ábrán.
8.1. ábra
A fej belsejében lévő magas olvadáspontú anyagból készült rúd a katód és körülötte lévő vízhűtéses fúvóka az anód. A rúdból és anódból álló rendszerre 50- néhány száz volt van kapcsolva és 100 A nagyságrendű áram folyik. Az igen magas hőmérsékletű plazmasugár a fúvókán 2-3 Mach sebességgel áramlik ki és ez a plazmasugár végzi el a megmunkálást.
A plazmasugár magja igen magas hőmérsékletű, elérheti a 30 ezer K-t is, de a levegőn a külső része már csak 103 K körül van. Ez is elég azonban minden ismert anyag megolvasztására.
Létezik a plazmatronok egy másik típusa is, ahol a plazmát rádiófrekvenciás tér hozza létre. A plazmaágyú egy magas olvadáspontú anyagból készült egyik végén nyitott cső, melybe fúvókán bevezetik a gázt (Ar-t). A csövet RF tekercs veszi körül, amely induktívan csatolja a teljesítményt. A plazma begyújtását egy a csőbenyúló, elektron emitter rúd biztosítja, melyet az emisszió hőmérsékletére a nagyfrekvenciás örvényáram melegít. A plazma önfenntartóvá válása után a rudat kiiktatják.
E típus előnye, hogy nincs elektródája, amely párologva szennyezné a munkadarabot. Elsősorban tiszta anyagok olvasztására, egykristályok (pl. Al2O3) előállítására használják.
A mechanikai technológiában fémeket magas hőmérsékletű gázlánggal vágják oxigén áramoltatása közben. Ezzel az ősi, hagyományos technikával a fémet elégetik és a folyós oxidot a gázáram mintegy kifújja a vágatból.
Plazmavágásnál nincs oxidálás. Az anyagot néhány tized mm2 felületre koncentrált nagyenergiájú plazma csupán megolvasztja, és a nagysebességű plazmasugár a vágatból eltávolítja az olvadékot. A gáz áramlási sebességét a plazma teljesítményével és a fókuszfolt ármérőjével összhangban szabályozzuk, igen szép, sima felületű vágatot kapunk. Mivel a haladási sebesség nagy, a plazma széle utáni légáram intenzíven hűt is, a plazma hatása nem terjed lényegesen túl a fókuszfolt átmérőjénél, ezért az anyag belsejében semmilyen elváltozásra nem kell számítani. A lángvágással szemben, ahol túlnyomórészt fémeket vágnak, a plazmavágás alkalmas egyéb anyagok vágására, mint pl. Al2O3 és egyéb kerámiák, üveg, kvarc stb.
Kisebb teljesítményű, igen kis átmérőjű foltra fókuszált plazmával elektronikus eszközök (Si) vágása is megoldható.
Könnyen oxidálódó anyagok (fémek) vágása esetén az Ar-ba célszerű H2 gázt is keverni.
Fémek közül az Al is kiválóan vágható, ami a hagyományos technikával közismerten nehéz feladat. Alkalmazásának nagy előnye még, hogy lemezkötegek is vághatók, ha hézagmentesen fektethetők egymásra, anélkül, hogy a vágatok szélei összehegednének.
Acélszerkezetek technológiájában előnyösen használható olyan idomok kivágására, melyek összehegesztése is plazmatechnikával történik, a vágat falának simasága és pontossága miatt. [8.2.]
A nagyobb alkatrészek vágásának két változata használatos: a plazmasugaras és plazmaíves. A sugaras a 8.1. ábrán látható plazmatron segítségével történik, az ívesnél az anód szerepét a munkadarab tölti be. (Külsőíves plazmatron)
Elvi különbség a kettő között tulajdonképpen nincs, a külsőíves azonban a szerkezetéből adódóan csak fémek vágására használható. Ebben az esetben az ív a munkadarabra megy át, ezért az ömlesztéshez szükséges energiát mind a plazmasugár, mind a villamos ív szolgáltatja. Ebből adódik előnye: nagy vágási sebesség, nagy vágási mélység.
Plazmasugaras vágásnál az ív nem megy át a munkadarabra, a munkadarab nem része a villamos rendszernek. A vágást csak a plazmatronból kilépő sugár végzi, ezért alkalmas nemfémes anyagok vágására is. Ez egyben hátránya is, ugyanis a teljesítmény korlátozott, így az anyagvastagság is az.
Az említettek miatt nagyobb fémdarabok vágására gyakorlatban csaknem kizárólag az ívvágást használják.
A vágás eszközei:
- Áramforrás. Elvileg bármilyen egyenáramot előállító eszköz lehet. Régebben dinamó látta el ezt a feladatot, ma már félvezető egyenirányítós tápforrások használatosak. A szükséges feszültség 50-400 V, áram 150-200 A szabályozható értékekkel.
- Plazmatron. A katód anyaga általában W vagy Mo, az anód vörösréz. A nagy hőterhelése miatt vízhűtéssel kell ellátni. A plazmatronba gázbevezető cső megfelelő szelepekkel csatlakozik az esetleg szükséges védőgázok és a plazmát alkotó gáz bevezetésére.
Gépi vágás esetén a plazmatront megfelelő felfogó és mozgatószerkezetre szerelik.
- Gázellátó rendszer. A szükséges gázokat palackokból megfelelő nyomáscsökkentőn keresztül vezetjük a fejbe közbeiktatva a vezérlőrendszert.
- Hűtés. Az előzőekben szó volt az anód (fúvóka) hűtésének szükségéről. Ezt célszerű zárt (keringtetős rendszerrel megoldani.)
Természetesen, ha a levezetőben említett rádiófrekvenciás plazmakeltést alkalmazzuk, az indukciós tekercs hűtéséről kell gondoskodni.
Újabban olyan eljárások is vannak, amikor a plazmába megemelt nyomással vizet injektálnak. Ennek érdekessége, hogy a víznek csak kis része párolog el, nagyobb része folyékony marad és sugárban kilépve a fuvókából, hűti a munkadarabot.
További előnye, hogy kevésbé környezetkárosító, mivel a káros gázokat (NO, fémgőzök) megköti.
A vágás mechanizmusa összetett, általános technológiai előírások nehezen adhatók meg. Adott gyártmányú vágóberendezés esetében a gyártó megadja a célszerű paraméter értékeket, ezeket célszerű betartani.
Plazmasugárral nem csak vágás, hanem fúrás is lehetséges. Ebben az esetben a plazmasugár (és a munkadarab) áll mindaddig, míg a lemez teljes vastagságán át nem jut. Igen gazdaságos eljárás, mivel a műveleti idő néhány másodperc.
A vágáshoz hasonlóan a nagyenergiájú plazmasugár kis felületre való koncentrálhatósága fémek hegesztésére teszi alkalmassá a plazmatront csaknem változatlan kiképzéssel. A koncentrált sugár megolvasztja a fémet éspedig a teljesítménnyel arányos mélységig. Így kényelmesen és pontosan szabályozható a beolvadási mélység a kívánt értékig. A megolvadt zóna szélessége kicsi, így a varrat legtöbbször semmiféle utólagos megmunkálást nem igényel.
Hegesztésre gyakran használnak olyan plazmatront, melynek egyik elektródája maga a munkadarab. Ez az u. n. külső ívű plazmatron, mely egyszerűbb felépítése teszi vonzóvá.
Hegesztésnél a plazmasugár sebessége sokkal kisebb, mint vágás esetében. Ennek az az oka, hogy a megolvadt fémet nem szabad a varratból kifújni, mint a vágásnál történik. Ennek ellenére a hegesztés sebessége a hagyományos ívhegesztés sebességénél sokkal nagyobb, annak 2-3-szorosa is lehet.
Fémek hegesztésére csaknem kizárólag külsőíves eljárás használatos. A hegesztőáram 0,1-500 A közt változhat. Az alacsony értékek vékonyabb lemezek hegesztésére használható. 10 A-nél kisebb áramú hegesztést mikroplazmás hegesztésnek nevezik.
A fémek és ötvözetek hegesztése egyenárammal vagy négyszög alakú váltakozó árammal történhet.
Hegesztés előtt segéd elektródákkal be kell indítani a plazma keltését és ezt fenn kell tartani a hegesztési szünetben. Ez a segédív biztosítja, hogy a főív minden körülmények közt fennmaradjon.
Könnyen oxidálódó fémek hegesztéséhez védőgázt kell használni, amit külön fuvókákon juttatunk el a varrat környezetébe, mintegy védőfüggönyt képezve. Legjobb e célra az Ar, drágasága azonban korlátozza a felhasználását.
Néhány különleges eljárás az ellőbb említett mellett:
- Kombinált eljárás, amikor egyesítik a belsőíves és külsőíves eljárást. Ez biztosítja, hogy a plazma akkor is fennáll, amikor nincs tulajdonképpeni hegesztés.
- Fogyó elektródás hegesztés. A plazmába folyamatosan huzalt tolnak be, az ív tulajdonképpen a huzal és a munkadarab közt jön létre. Ez az ú. n. felhordásos hegesztés egyik különleges formája. A huzal Ar védőgáz alkalmazását igényli. Elsősorban korrozióálló rétegek felvitelére használják.
- Felrakó hegesztés por alakú felhordó anyaggal. Az eljárás hasonlít a 8.2.-ben tárgyalt szóráshoz, amennyiben a felviendő anyagot por alakjában adagolják a belső plazmaívhez, amely azt megolvasztja. A megolvadt szemcsék a külső ív által megolvasztott munkadarabbal jut kontaktusba.
A hegesztés berendezés és anyagigénye nagyjából megegyezik a 8.1.1.-ban leírt vágáséval, ezért részletesebben nem foglalkozunk vele.
Néhány korszerű alkalmazás és vizsgálat a plazmás hegesztés területéről:
Alumínium és ötvözeteinek hegesztése Ar+He gázzal történik, egyenáramú vagy RF gerjesztésű plazma segítségével. [8.3.] RF plazmás hegesztést ismertet Brik et al, fő tulajdonságok ismertetésével. [8.4.]
Titán plazmás olvasztása és hegesztése is viszonylag könnyen elvégezhető plazmasugár segítségével. Az ívfeszültség és más paraméterek hatását Nishi et al vizsgálták. [8.5.]
Kondenzátor kisütéses hegesztést és ultranagy sebességes fényképezéssel történő vizsgálatát ismertetik Wilson et al. [8.6.]
[8.7.] A hegesztés háromdimenziós szimulációját ismerteti.
Egyenáramú plazma igen jól felhasználható különböző anyagok termikus szórásához részben hőenergia forrásaként az anyag megolvasztására, részben, mint nagysebességű gázáram, a megolvadt anyag nagysebességű transzportálására. A szórási eljárással minden ismert anyag felhordható minden olyan alapra, mely a felhordott réteggel kompatibilis, azaz nem vegyül el kémiailag, nem ébred nagy feszültség a hordozó és a rávitt réteg közt.
Plazmaszórás igen nagy jelentőségre tett szert különböző magas olvadáspontú fémek, ötvözetek, esetleg ezek különböző vegyületeinek fölhordásában védő, kopásálló rétegek céljára pl. turbina (gázturbina) lapátok bevonására, repülőgép hajtóműveinek hőálló belső burkolata, de a mindennapi használati eszközökben is jól alkalmazható. Így kerámia-bevonatok gépalkatrészek kopásállóvá tétele, szelepek, csapok egymáson mozgó felületeinek bevonására, de az elektronikában is hasznos lehet, mint hordozó fémre felszórt kerámiaréteg.
Egyik igen érdekes alkalmazás az üvegfémek előállítása, amikor is az igen magas hőmérsékletű fémolvadékot hideg hordozóra viszik fel, ahol igen gyors hűtés jöhet létre.
A szórás mechanizmusa röviden: A szórandó anyagot egy belsőíves plazmatron plazmasugarába juttatják általában por alakjában, ahol a por megolvad és szemcsék formájában halad a plazmasugárral a céltárgy irányába. A nagysebességű ionokkal ütköző megolvadt anyag szétporlik és a plazmával együtt nekiütközik a céltárgynak. Itt energiáját elveszítve, fizikailag (mechanikailag) tapad meg a céltárgy felületén, de azt nem olvasztja meg és általában nem is károsítja. Másik lehetőség a plazmába juttatásra, hogy a felszórandó anyagot huzal formájában folyamatosan adagoljuk.
A plazmaszórásnak két típusa terjedt el: a hagyományos, atmoszferikus nyomáson történő, a másik csökkentett nyomáson, (50-100 mbar) történő porlasztás és szórás.
Az utóbbi előnye, hogy tisztább körülményeket lehet biztosítani, a kis nyomás miatt a távolságok nagyobbak lehetnek, és a plazmasugár sebessége igen nagy lehet (2-5 Mach). Ezért finomabb műveletekhez, az üvegfém előállításához ideális eszköz.
Mindkét eljárás nehézsége a nemkívánatos kémiai reakciók létrejötte szórás közben, ami miatt általában Ar plazmát használnak és atmoszferikus nyomásnál a védőgáz alkalmazása sem kerülhető el.
Itt kell megemlíteni, hogy éles különbséget kell tenni a plazmaporlasztás és a 3. fejezetben szereplő katódporlasztások közt. Ott ugyanis az előállítandó réteget ionbombázás szilárd céltárgyból atomi formában hozza létre és semmiféle utólagos gyorsítás nincs. Ennek megfelelően a porlasztott réteg leválása a hordozón lassú folyamat, tehát pl. üvegfém előállításánál nem használható.
A különlegesebb alkalmazás nem mindig problémamentes, ezért számosan vizsgálták és szimulálták a folyamatot.
Kísérleti vizsgálatok három fő formában szerepelnek [ 8.9., 8.10.]
a.) Üveglemezre történő lecsapatás. Mikroszkóp tárgylemezre szórják fel a vizsgálandó anyagot kb. 50 g/perc sebességgel. A lemez különböző távolságra van a plazmatron kimenetelétől és mozgatják a sugárra merőlegesen kb. 30 cm/perc sebességgel. A levált réteget optikai és SEM mikroszkóp segítségével analizálják. E módszerrel a leválási sebesség mellett a szemcsék morfológiája is meghatározható, valamint össze lehet hasonlítani a különböző plazmatronokat.
b.) Por összegyűjtése egy rozsdamentes edényben. Meghatározott méretű edényben meghatározott idejű gyűjtés után az egyes lerakódott szemcsék szerkezetét, alakját, összetételét határozzák meg.
c.) Sweet-pot eljárásnál a lemez és a plazmatron nem mozog egymáshoz képest. Ennél az eljárásnál a réteg vastagságát, egyenletességét vizsgálják, továbbá az olvadt-szilárd szemcsék számának arányát, a réteg porózusságát stb.
Plazmaszórással előállított réteg tetszőleges vastagságú, a felületre jól tapad, finom szemcseeloszlású, tömör.
Néhány érdekesebb alkalmazás, illetve vizsgálat. Gyorsan hűtött fémötvözetek előállítása. Fémüvegek előállításának egyik alapvető feltétele az igen gyors hűtés. Általában 104-106 K/s hűtési sebesség kívánatos. [8.8.]
M. Palival és D. Apelian vas-mangán, vas-réz különböző összetételű ötvözetét állította elő 1) üveglemezen gyors lecsapatással, b) por összegyűjtésével, amelyet egy rozsdamentes edényben fogott fel és vizsgált.
Az alapanyagot porították, 400 mesh számú szitán átszitálták és ezt a port juttatták a plazmába, mely atmoszferikusnál kisebb nyomáson működik. [8.9.] A plazmát alkotó gáz Ar+He, nyomás 40 mbar, az "ágyú" teljesítménye 80 kW, a gázsebesség 3 Mach. Vizsgálták a különböző szórási körülmények hatását az olvasztásra és a réteg szerkezetére.
Hasonló vizsgálatokat végzett Smith R. W. et al [8.10.] Ni alapú szuperötvözetek szórásával kapcsolatban.
Turbinalapátok védelmére többrétegű keményréteg bevonat készítéséről és jellemzőiről számol be [8.11.] SiC védőréteg [8.12.], szivattyú alkatrészeinek bevonása kerámia réteggel [8.13.] tipikus alkalmazások.
Igen érdekes alkalmazás magas hőmérsékletű szupravezető kerámia rétegek előállítására plazmaszórással. Rétegtechnológiákban legtöbbször lézersugaras vákuumpárologtatással, RF katódporlasztással állítják a kész vegyületből, esetleg a koprecipitálással előállított oxid komponensekből. [8.14.] Beszámol ittrium-bárium kuprát és bizmut-stroncium-kálcium kuprát szupravezetők Ar+He plazmasugaras szórással történő előállításáról különböző hordozókon és vizsgálja a szerkezeti jellemzők és a szupravezetés kapcsolatait.
Alumínium nitrid finom szemcsés alakban plazmaszórás céljára nitrogén plazma és Al kölcsönhatásával állított elő Yamaguchi et al [8.15.]
Különleges plazmaszórási technika mesterséges korund előállítása. A plazmába poralakban bejuttat Al2O3-ot. A plazmában megolvadt anyagsugár útjába kristálymagot elhelyezve, az Al2O3 kristályos formában rakódik rá. Megfelelő beállítások esetén nagyméretű egykristály készíthető. A színezőanyagokat is a plazmasugárba juttatják.
Plazmasugárral súrlódáscsökkentés, villamos szigetelés céljára különféle műanyagok is szórhatók.
Súrlódáscsökkentést legjobban teflon réteggel lehet elérni, míg a szigetelésre gyakran elegendő a polietilén, perlon is. Legjobb, csak elég drága a teflon.
Plazmaszórással előállított rétegek vastagsága tetszés szerinti lehet, ha a belső feszültségek nem válnak túlságosan naggyá. Ezáltal készíthetők olyan nem túl vastag elemek, amelyeket úgy állítanak elő, hogy anyagát egy leválasztható formára szórják fel. Mivel plazmasugárral minden anyag megolvasztható és szórható, anyagi korlátozás nincsen. A becsapódó olvadékcseppek energiája igen nagy, ezért a réteg szerkezete igen tömör, csaknem egyenértékű a tömbanyagéval. A szórás folyamata jól automatizálható, ezért még tömeggyártásban is jól alkalmazható.